| |
|
|
Um Rohrleitungen auf
die richtige Länge zuzuschneiden, gibt es je nach der Rohrart,
Rohrstärke und dem Verwendungszweck
verschiedene Arbeitstechniken mit den entsprechenden
Werkzeugen. |
|
| |
|
|
| |
| |
Quelle:
|
|
|
|
|
|
Das Brennschneiden ist ein thermisches Trennenverfahren (autogenes Brennschneiden), bei dem der Werkstoff (unlegierter und niedriglegierter Stahl) durch eine Brenngas-Sauerstoff-Flamme (Vorwärmflamme, Heizflamme) örtlich auf die Entzündungstemperatur (ca. 1.150 °C) erwärmt und im reinen Sauerstoffstrahl verbrennt (oxidiert). Das ausgeblasene Material (Oxide) hinterlässt eine Schnittfuge. Bei diesem Vorgang entsteht Wärme (exotherme Reaktion). Durch diese Reaktionswärme und durch die von der Heizflamme abgegebene Wärme entsteht eine fortlaufende Verbrennung (Oxidation).
Bei Stahl erhöht sich mit steigendem Kohlenstoffgehalt die Entzündungstemperatur, aber die Schmelztemperatur nimmt ab. Bei einem Kohlenstoffgehalt über 1,6 % bis 1,8 % ist die Entzündungstemperatur zum Brennschneiden nicht mehr geeignet. Legierungsbestandteile (Chrom, Nickel, Wolfram) beeinflussen auch die Brennschneideignung des Stahls, da die Oxide dieser Bestandteile einen hohen Schmelzpunkt haben. Die Wärmeeinwirkung beim Brennschneiden von Stahl kann im Schnittflächenbereich auch eine Aufhärtung, Eigenspannungen und Risse verursachen. Die Aufhärtung hängt vom Kohlenstoffgehalt und von der Abkühlgeschwindigkeit ab, Eigenspannungen werden bei geringer Schneidgeschwindigkeit größer und Risse bilden sich bereits bei Stählen mit mehr als 0,3 % Kohlenstoff. Durch zusätzliche Wärmeeinbringung mit einem Wärmebrenner während des Brennschneidens und durch Vorwämen kann die Rissgefahr vermindert werden.
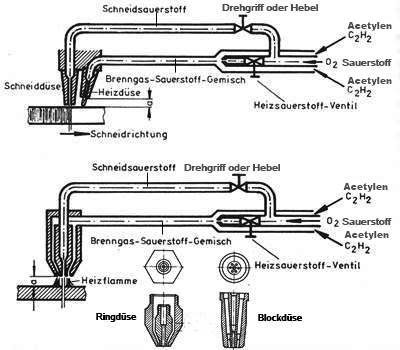
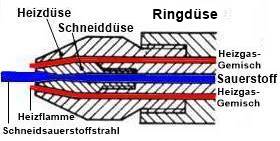
Richtige Flammeinstellung bei Acetylen-Sauerstoff:
Der Schneidsauerstoffstrahl muß gerade und zylindrisch aus der Düse strömen und darf nicht flattern. Die Heizflamme soll den Sauerstoffstrahl konzentrisch umgeben.
Der Schneidsauerstoffdruck (Stahlrohre > 2,5 - 3 bar [Acetylen > 0,3 bar]) ist von der Materialdicke, dem Brenner und der Düse abhängig. Die Heizflamme muss neutral (scharf abgegrenzter Flammenkegel) und weich eingestellt sein, damit es nicht zur Überhitzung kommt.
Wärmzonen der Acetylen-Sauerstoff-Flamme:
Zone 1: Kern und leuchtende Hülle 400 - 600 °C
Zone 2: Schneid- und Schweißbereich 2 bis 5 mm vor der Düse ca. 3.200 °C
Zone 3: Streuflamme rund 2.000 °C
|
|
Stahlrohre
können mit einem Schneidbrenner von Hand oder
maschinell geschnitten bzw. getrennt werden. Dieses autogene
Brennschneiden mit einer Brenngas(Acetylen)-Sauerstoff-Flamme
gewährleistet eine hohe Schnittgeschwindigkeit, und ist eines der
wirtschaftlichsten Trennverfahren größerer Nennweiten. Bei
der richtigen Auswahl der Düsen, Drücke und Schnittgeschwindigkeiten
kann ein geschulter Fachmann (Schweißer) die Fertigmaße
ohne Nacharbeit herstellen. |
Einige Werkstücke machen es erforderlich, den zu trennenden Bereich vorzuwärmen,
da es ansonsten zu Rissen oder einer Aufhärtung im Bereich der
Schnittfläche kommen könnte. Grauguss eignet
sich jedoch nicht für das Brennschneiden, da der hohe Kohlenstoffanteil
eine zu hohe Zündtemperatur hat. Bei anderen Werkstücken,
die sich nur bedingt durch Brennscheiden trennen lassen, besteht allerdings
die Möglichkeit, auf Sonderverfahren wie z. B. das Metall-Pulver-Brennschneiden zurückzugreifen. |
|
|
| Im Rohrleitungs- und
Heizungsbau und hier besonders bei großen
Nennweiten kommt es auf eine saubere und passgenaue Trennung
an. Diese ist mit einem Schneidbrenner nicht wirtschaftlich herzustellen.
|
|
| Rohrfräse |
| Quelle:
C.& E. FEIN GmbH |
|
Hier
werden Rohrfräsmaschinen, die nicht
nur zum Ablängen vor dem Verlegen,
sondern auch zum Trennen bereits verlegter
Rohre, eingesetzt. Die Einsatzgebiete sind das Trennen
von Guss-, Stahl- oder
zementausgeschleuderte Rohre für
Öl, Gas und Wasser in Pipelines, öffentlichen
Versorgungsnetzen, Kraftwerken, verfahrenstechnischen
Anlagen und im Behälterbau. |
Die
Rohrfräsmaschine hat ein Zwei-Ketten-System
mit getrennten Federspanntöpfen und eine justierbare
Spureinstellung, die verspannungsfreie
und exakte Schnitte von 250 bis 3.000 mm Durchmesser
ermöglichen. Dabei sorgt die Kettenspannung für
einen markierungsfreien Umlauf und die spanabhebende Bearbeitung
für saubere Rohrenden. Es können glatte Trennschnitte
und Profilschnitte für V- oder U-Schweißnuten
herstellen, die fachgerechte Schweißungen gewährleisten. |
| |
|
|
.
|
|
|
. |
Hinweis!
Schutzrechtsverletzung: Falls
Sie meinen, dass von meiner Website aus Ihre Schutzrechte verletzt
werden, bitte ich Sie, zur Vermeidung eines unnötigen Rechtsstreites,
mich
umgehend bereits im Vorfeld zu kontaktieren, damit zügig
Abhilfe geschaffen werden kann. Bitte nehmen Sie zur Kenntnis:
Das zeitaufwändigere Einschalten eines Anwaltes zur Erstellung
einer für den Diensteanbieter kostenpflichtigen Abmahnung
entspricht nicht dessen wirklichen oder mutmaßlichen Willen.
Die Kostennote einer anwaltlichen
Abmahnung ohne vorhergehende Kontaktaufnahme mit mir wird daher
im Sinne der Schadensminderungspflicht als unbegründet
zurückgewiesen. |
|