Wenn an
wasser- oder gasführenden Rohrleitungen eine Abzweigung,
ohne die Anlage außer Betrieb zu nehmen, durchgeführt werden
soll, dann kann das "Hot Tapping" (Anbohren
von Rohrleitungen unter Druck) verwendet werden. |
Vor dem eigentlichen
Hottapping muss ein Rohrleitungsstutzen mit Flansch auf
die anzubohrende Rohrleitung angeschweißt werden. An diesen Stutzen
wird ein Schieber oder Kugelhahn montiert.
Auf diesen Schieber bzw. Kugelhahn wird dann das mobile Anbohrgerät
montiert. |
Wenn das anzubohrende
Rohr brennbare Stoffe enthalten, wird der Bohrraum vor
dem eigentlichen Hot Tapping mit Stickstoff geflutet.
|
Dieses Verfahren bittet
sich dann besonders an, wenn große Anlagen gespült und gereinigt
werden sollen und passende Spülstutzen fehlen. |
|
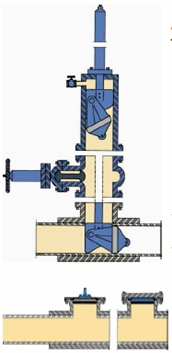
Mobiles
Anbohrgerät |
Quelle:
TAS Schwinghammer |
|
Das Bohrgerät
wird durch Arbeitsluft (ca.6 bar bis
3000 l/min) angetrieben. Der Bohrkopf
(Kronenbohrer mit Zentrierbohrer) wird durch den offenen
Schieber zur Rohrwandung geführt und schneidet aus
der Rohrwandung die entsprechende Nennweite aus. Dabei
wird die ausgeschnittene Rohrwandung durch den Zentrierbohrer
aufgefangen. Nach der erfolgreichen Anbohrung der Rohrleitung
wird der Kronenbohrer mit dem ausgeschnittenen Bohrkern
zurückgefahren, der Schieber geschlossen und das
Bohrgerät demontiert. |
|
|
|
Bohrkrone
mit ausgeschnittener Rohrwandung |
Quelle:
TAS Schwinghammer |
|
|
Vorraussetzungen
eines Hottappings (firmenabhängig) |
- Hottapping für einen Abgang von DN 10
bis DN 300
- Maximaler Betriebsdruck 40 bar und maximale
Betriebstemperatur 300 °C
- Die Einbaulaenge, Stutzen und Schieber, darf
maximal 900 mm betragen
- Die notwendigen Schweißarbeit muss
bauseits ausgeführt werden
- Genug Freiraum für die Montage und die
Verfahrwege des Anbohrgeraetes
- Die Erlaubnis zum Betrieb des druckluftbetriebenen
Antriebsaggregate
- Arbeitsluft 6 bar und mind. 3000 l/min
|
| Anwendunggebiete des Anbohrverfahrens
"Hottapping" |
- Einbindungen von Anlagenteilen
- Erstellung eines Bypasses oder Abganges
|
| Vorteile des Anbohrverfahrens Hottapping |
| >Bei der gesamten Anbohrung der Rohrleitung muss die
Produktion bzw. der Betriebszustand der Anlage in keinster Weise verändert
werden, da die Anbohrung unter Druck stattfinden kann. |
|
Das Hot-Tapping
System kann bei verschiedenen Produkten, ob flüssig oder
gasförmig, bis zu einem Betriebsdruck von maximal
100 bar und einer Betriebstemperatur
von maximal 370 °C ausgeführt werden. |
|
|
Quelle:
Hydratight Injectaseal Deutschland GmbH |
|
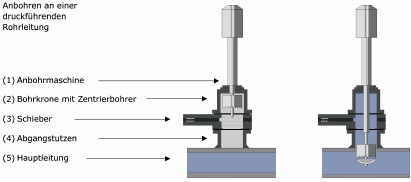
Zur Vorbereitung
der eigenlichen Bohrarbeiten sind folgende Maßnahmen
einzuplanen. An der anzubohrenden Rohrleitung (5) müssen
Wandstärkenmessungen vorgenommen werden. Ein Abgangsstutzen
(4) soll an die Hauptleitung gasdicht verschweißt
werden. Die Schweißnähte müssen geprüft
und eine Dichtigkeitsprüfung muss vorgenommen werden.Auf
den Abgangstutzen mit Vorschweißflansch wird ein Schieber
(3) montiert. Eine Anbohrmaschine (1) wird auf den Schieber
(3) montiert. Der Schieber wird geöffnet und die Rohrleitung
(5) angebohrt. Die Bohrkrone (2) wird anschließend
hinter den Schieber zurückgefahren. |
|
|
| Der Schieber kann
nun geschlossen werden. Die Anbohrmaschine kann demontiert werden. Ein
Abzweig wurde an einer druckführenden Rohrleitung eingebunden.Modifikationen
an bestehenden Rohrleitungssystemen wie zum Beispiel: Anbohren von Rohrleitungen,
Anlegen von Rohrleitungsabzweigen oder Einbinden von Umgehungsleitungen
unter vollen Betriebsbedingungen sind jederzeit realisierbar, und das
ohne dabei den Produktionsablauf der Anlage zu unterbrechen oder zu stoppen! |
|
 |
Arbeiten
im Gasbereich ohne umfassende Fachkenntnis kann eigenes und
fremdes Leben gefährden. Es wird dringend die Beauftragung
eines autorisierten Fachhandwerkers empfohlen.
|
|
|
Anbohrschellen
können auch bei Stahlrohren ohne Schweißarbeiten
angebracht werden. |
Diese Bauteile sind besonders
für Verbindungen verschiedensten Rohrleitungsgrößen und
-materialien sowie für unterschiedliche Anschlusspositionen zwischen
Versorgungs- und Anschlussleitungen
geeignet. |
Hier steht das Thema "Trinkwasser"
in Sachen Dichtung, Korrosionsschutz und Hygiene im Vordergrund. Dabei
muss darauf geachtet werden, dass diese Teile den entsprechenden DIN-Normen
und nach DVGW zertifiziert sind. Außerdem ist es
wichtig, dass bei diesen Systemen alle Zubehörteile aus einer Hand
kommen. |
|
|
|
Die Gebo-Anbohrschellen
für kleinere Nennweiten sind nur für Wassersysteme
geeignet. |
Die Anbohrschellen
für Stahlrohre in Heizungs- und Kühlanlagen
sind für die Nennweiten von DN 10 bis
DN 100 mit verschiedenen Abgängen, einen
Nenndruck von PN 16 und einer Temperatur
bis 90 °C einsetzbar. |
Die Anbohrschellen
für Kupferrohre (und Edelstahlrohre
mit gleichem Außendurchmesser) In Heizungs-, Kühl-
und Trinkwasseranlagen sind für die Nennweiten von DN
12 bis DN 50, einen Nenndruck von PN 10 und einer Temperatur
bis 90 °C einsetzbar. |
| . |
|
Die
Errichtung einer Trinkwasserinstallation und wesentliche
Veränderungen an diesen dürfen
nur von Installationsbetrieben durchgeführt
werden, die in das Installateurverzeichnis eines
WVU eingetragen sind.
|
|
| |
|
|
|
|
Rohrabzweigung
mit T-Plus |
Das schnellste und
einfachste T-Stück zur Rohrmontage ohne
den Betrieb zu unterbrechen ist
das FLAMCO T-Plus. Diese Bauteile können aus Temperguss
(für Gewinderohre nach DIN EN PrEN 10255 Serie M und Serie H, nahtlose
Stahlrohre nach DIN EN 10216 [normalwandig] und geschweißte Stahlrohre
nach DIN EN 10217 [normalwandig]) und aus Messing ohne
oder mit Kugelhahn (für Kupferrohr nach DIN EN 1057,
dünnwandiges Stahlrohr nach DIN EN 10305-1 und dünnwandiges
Edelstahlrohr nach DIN EN 10312 [nicht für 42 mm geeignet]) herstellt
sein. |
|
| T-Plus
- Temperguss - Messing - mit Kugelhahn |
|
Das ausgeschnittene
Rohrteil verkeilt sich hinter dem Kolben an der Gehäusewand.
Späne oder Verunreinigungen können nicht in das
Leitungssystem gelangen. |
Quelle:
Flamco Wemefa GmbH |
|
Im Gehäuse
befindet sich ein Schneidkolben. Wenn der
Zündstift eingeschlagen wird, zündet
eine Treibladung. Der entstehende Druck treibt
den Schneidkolben vorwärts. Die gewählte Ausschnittsgröße
wird in die vorhandene Rohrleitung geschnitten. Das ausgeschnittene
Rohrteil verkeilt sich hinter dem Kolben an der Gehäusewand.
Späne oder Verunreinigungen können nicht in das
Leitungssystem gelangen. |
| Anwendungsbereiche
|
|
| Flamco T-plus ist
nicht für Installationsbereiche
mit brennbaren Medien einzusetzen. Auch in
explosions- oder feuergefährlicher Umgebung darf das
Bauteil nicht verwendet werden. |
|
Für
Flamco T-plus gelten besondere Sicherheitsregeln,
die von dem Installateur zu beachten sind.
Der Installateur muss den Benutzer auf diesen
Umstand hinweisen und ihn vor den Folgen einer
zweckentfremdeten und falschen Nutzung warnen.
|
Die
Errichtung einer Trinkwasserinstallation und
wesentliche
Veränderungen an diesen dürfen
nur von Installationsbetrieben durchgeführt
werden, die in das Installateurverzeichnis
eines WVU eingetragen sind. |
|
|
| |
|
|
|
| |
Quelle:
Hydratight Injectaseal Deutschland GmbH |
|
Line-Stopping
unter Betriebsdruck
(Den Durchfluss in einer Rohrleitung unterbrechen) |
| . |
Bei dem Line-Stopping-Verfahren
wird an einer druck-führenden Rohrleitung der Durchfluss
gestoppt. |
Vor dem Durchflussstop
muss an der anzubohrenden Leitung (Hauptrohr) ein Hot-Tap
(Anbohrstutzen) mit gleicher Nennweite gesetzt werden. Auf
den Abgangsstutzen mit Vorschweißflansch wird ein
Stopfensetzgerät montiert. Über den geöffneten
Schieber wird der Verschlusskopf in die Leitung eingeführt.
Der Durchfluss in der Rohrleitung ist dadurch gestoppt. |
Dieses Verfahren
bittet sich dann besonders an, wenn große Anlagen
gespült und gereinigt werden sollen und passende Spülstutzen
und Absperreinrichtungen fehlen. |
| . |
|
|
|
|
|
|
|
| Ablauf einer Absperrung ohne Betriebsunterbrechung |
1. Installation des Absperr-Fittings
und Durchführung der Anbohrung
2. Die Linestop-Ausrüstung wird auf den Spezialflachschieber
aufgebaut und die Armatur geöffnet.
3. Der Absperrkopf wird durch den Anbohrzugang in die Leitung
eingeführt.
4. Temporäre Absperrung wird hergestellt
5. Reparaturen, Umlegungen oder Umbauten erfolgen.
6. Absperrkopf wird aus der Leitung entfernt.
7. Der Spezialflachschieber wird geschlossen und die Absperr-Ausrüstung
abgebaut.
8. Der Verschluss-Stopfen wird an die Anbohrmaschine installiert.
Vorbereitung eines Absperrkopfs DN 200
9. Die Anbohrmaschine wird auf den Spezialschieber gesetzt.
10. Der Spezialflachschieber wird geöffnet, der Verschluss-Stopfen
abgesenkt und an der vorgesehenen Stelle im Flansch arretiert.
11. Die Absperrausrüstung und der Spezialflachschieber werden abgebaut.
12. Der Linestop-Fitting wird mit einem Blindflansch verschlossen.
|
|
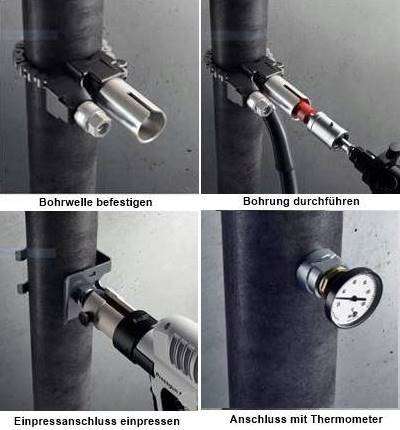
Herstellung eines Einpressanschlusses

Werkzeugset für den Einpressanschluss - Bohrführung, Bohrwelle, Pressmaschineneinsatz, Positionierungshilfe, Einpressanschluss Rp 3/4 - Innengewinde und Reduzierstück auf ein Rp 1/2 - Innengewinde
Quelle: Viega GmbH & Co. KG
|
|
Einpressanschluss
Immer weniger Heizungsbauer können Autogenschweißen oder es ist zu aufwendig, einfache Anschlüsse für Thermometeter, Manometer, Temperaturfühler, Entleerungs- bzw. Spüleinrichtungen oder Leitungsanschlüsse an dickwandigen Stahlrohren (DN 40 bis DN 150) herzustellen. Hier bietet sich die Presstechnik an.
Mit einer geeigneten Pressmaschine und einer handelsüblichen Bohrmaschine können Einpressanschlüsse hergestellt werden.
Arbeitsschritte
1 Eine spezielle Bohrvorrichtung zur Führung der Bohrwelle wird am Stahlrohr befestigt.
2 Bohrung mit der Bohrmachine durchführen und die Bohrvorichtung wieder abnehmen. An der Bohrvorrichtung kann ein Industriestaubsauger befestigt werden, sodass bei der Bohrung anfallende Späne direkt abgesaugt werden können.
3 Einpressanschluss mithilfe des Pressmaschineneinsatzes in das Rohr einpressen.
4 Fertig ist der Stahlrohranschluss für die nachträgliche Installation von Thermometern, Temperaturfühlern, Manometern, Entleerungs- bzw. Spüleinrichtungen oder Leitungsanschlüssen.
Serienmäßig hat der Einpressanschluss ein Rp 3/4-Innengewinde und ein Reduzierstück auf ein Rp 1/2-Innengewinde ist lieferbar.
|
|
|
|
| |
| |
|
| Videos
aus der SHK-Branche |
SHK-Lexikon |
|
|
|
Hinweis!
Schutzrechtsverletzung: Falls Sie meinen, dass von meiner Website
aus Ihre Schutzrechte verletzt werden, bitte ich Sie, zur Vermeidung eines
unnötigen Rechtsstreites, mich
umgehend bereits im Vorfeld zu kontaktieren, damit zügig
Abhilfe geschaffen werden kann. Bitte nehmen Sie zur Kenntnis: Das zeitaufwändigere
Einschalten eines Anwaltes zur Erstellung einer für den Diensteanbieter
kostenpflichtigen Abmahnung entspricht nicht dessen wirklichen oder mutmaßlichen
Willen. Die Kostennote einer anwaltlichen Abmahnung ohne vorhergehende
Kontaktaufnahme mit mir wird daher im Sinne der Schadensminderungspflicht
als unbegründet zurückgewiesen. |