Arbeitstechniken in der Blechbearbeitung Geschichte
der Sanitär-, Heizungs-, Klima- und Solartechnik |
| Auch wenn die Blechbearbeitung nicht mehr zum Ausbildungsplan der Anlagenmechaniker/in für Sanitär-, Heizungs- und Klimatechnik gehört, sollten die Grundkenntnisse der Blechbearbeitung und die wichtigsten Werkzeuge, die Verbindungstechniken und das Herstellen von Kanälen bekannt sein. Die neue Berufsbezeichnung ist "Anlagenmechaniker/in für Sanitär-, Heizungs- und Klimatechnik" Die neue Ausbildungsverordnung ist ab 1. August 2003 gültig. |
Blechformstücke der alten Gesellenprüfung für "Zentralheizungs- und Lüftungsbauer" |
|||||
 |
 |
||||
 |
 |
||||
| auch heute wird versucht, diese Fertigkeiten weiter in den Unterricht einzubringen |
|||||
.... und
dann sollte man auch solche Arbeiten ausführen können, vorausgesetzt,
das richtige
Werkzeug ist vorhanden. |
|||||
|
|||||


|
||||
|
||||
|
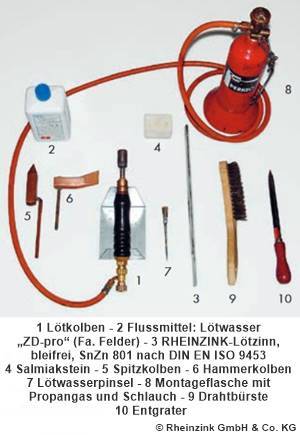
Klempner-Werkzeugkiste |

 |
|
| Videos
aus der SHK-Branche |
SHK-Lexikon |
 |
 |

![]()