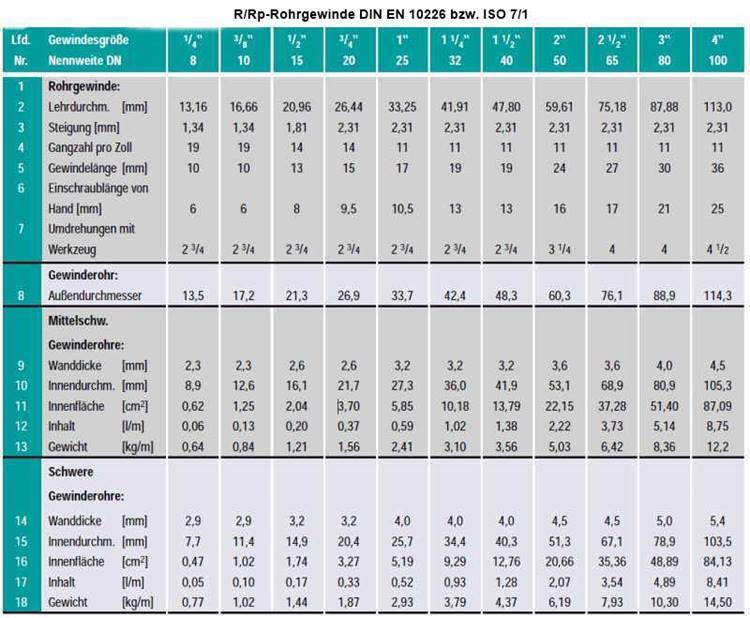
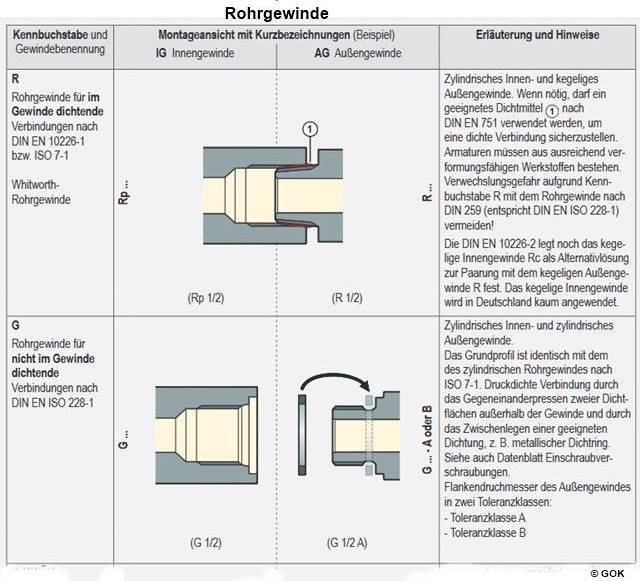
Rohrgewinde werden in zwei verschiedene Abdichtungsarten unterschieden.
- Das Rohrgewinde nach DIN EN 10226 "Rohrgewinde für im Gewinde dichtende
Verbindungen - Teil 1: Kegelige Außengewinde und zylindrische Innengewinde - Maße, Toleranzen und Bezeichnung" (frühere DIN 2999) mit
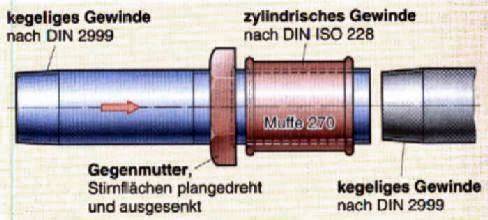
kegeligem Außengewinde (R) und zylindrischem Innengewinde (Rp) ist für eine im Gewinde dichtende Verbindung ausgelegt. Um eine dichte Verbindung sicherzustellen, kann ein geeignetes Dichtmittel (z. B. Hanf,
Teflonband) im Gewinde verwendet werden. Das Rohrgewinde DIN EN 10226 ist auch als BSPT (British Standard Pipe Taper) Whitworth-
Rohrgewinde bekannt.
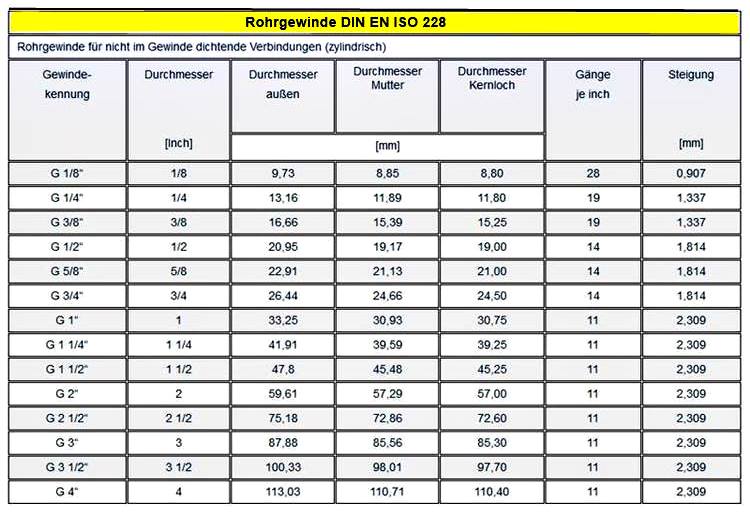
- Das Rohrgewinde nach DIN EN ISO 228 "Rohrgewinde für nicht im Gewinde
dichtende Verbindungen - Teil 1: Maße, Toleranzen und Bezeichnung" (frühere Whitworth-Rohrgewindenormung DIN 259) Zylindrisches
Innen- und zylindrisches Außengewinde (G) ist für nicht im Gewinde dichtende Verbindung
ausgelegt. Das Gewinde wird hauptsächlich zur mechanischen Verbindung von Fittings und Armaturen
eingesetzt. Eine Abdichtung der Verbindung erfolgt durch das Gegeneinanderpressen zweier Dichtflächen außerhalb der
Gewinde und durch Einlegen einer geeigneten Dichtung.
|
Quelle: GOK Regler- und Armaturen-Gesellschaft mbH & Co. KG |
Das zylindrische Rp-Innengewinde DIN EN 10226 hat die gleichen
Nennmaße für die Gewindedurchmesser und das Gewindeprofil wie das zylindrische G-Innengewinde nach DIN ISO 228.
Aber das G-Innengewinde hat im Kern- und Flankendurchmesser nur positive Abmaße (bei der
DIN EN 10226 +/- Toleranz). Deshalb kann ein DIN EN 10226-kegliches Außengewinde in ein ISO 228-G-zyydrisches Innengewinde eingeschraubt werden,
jedoch lässt sich das Außengewinde ca. 1 Gewindegang weiter einschrauben und es entsteht aufgrund der großen Kerndurchmessertoleranz
beim G-Gewinde ein größerer Freiraum zwischen den Gewindespitzen und somit ein größerer
Leckpfad.
Ein zylndrisches G-Außengewinde sollte auf keinen Fall mit Rp-Innengewinde
kombiniert werden, da das Innengewinde zu eng sein kann. |
Die 4 bekanntesten Rohrgewindearten im Überblick ( NPT | NPTF | BSP | BSPT)
- GSR Gustav Stursberg GmbH
Gewindarten und Anschlussformen
Kohler GmbH
Gewindearten einfach erklärt: Alle Eckdaten zu den wichtigsten Gewindearten
Stecker Express GmbH |
Eine fachgerechte Gewindeverbindung
wird durch Gewinde nach EN 10226-1:2004-10 mit der Paarung R/Rp erreicht,
wobei mit R das konische Außengewinde
(Kegel 1:16) und mit Rp das parallele Innengewinde
bezeichnet werden. Dieses Gewinde ist auch in ISO 7/1 genormt.
Die Dichtwirkung wird theoretisch dadurch erzielt,
dass sich die Gewindeflanken des konischen Außen- und des parallelen
Innengewindes in einem durch die Fertigungstoleranzen bestimmten Bereich
berühren und somit eine metallische Dichtung stattfindet.
Zum Ausgleich von Oberflächenrauigkeiten sowie zum Ausgleich von
Fertigungstoleranzen (Flankenwinkel, Steigung) wird ein zusätzliches
Dichtmittel verwendet. Dies ist in der klassischen Form Hanf
als Dichtmittelträger, der mit einem für
die Trinkwasser- und Gasinstallation zugelassenen Dichtmittel (wie z.
B. neo-fermit) eingestrichen und geschmeidig gemacht wird. Das Dichtmittel
verhindert auch das "Austrocknen" der Hohlräume
und somit das Eindringen von Wasser oder Feuchtigkeit. Dadurch können
die Teile nicht zusammenrosten (Spaltkorrosion).
In Anlagen (Heißwasser-, Hochdruckdampf- und Solaranlagen) bis
160 °C und 16 bar wird z. B.
Hochdruck-Fermit eingesetzt.
Ein neuer patentierter
Fermit-Gewindedichtfaden
aus 100 % Polytetrafluoroethelyne (P.T.F.E.) zur Abdichtung von Metall-
und Kunststoffgewinden ist chemisch Resistenz gegen die aggressivsten
Chemikalien, Lösungsmittel und Säuren und bei Temperaturen
von -200 °C bis +240 °C einsetzbar. Gewindeverbindungen in
Heizölanlagen sollten nicht mit Hanf, sondern mit
Flüssigdichtstoff (z. B.
Fermitol) hergestellt werden.
Ein Außengewinde darf nur auf nahtloses und geschweißtes
mittelschweres und schweres Gewinderohre
(DIN EN 10255 (alt: DIN 2440 / 2441) geschnitten werden.
Hier sind die Wanddicken ausreichend. |
 |
|
Gewindeschneiden
Auch wenn das Pressen, Stecken und Quetschen immer häufiger angewendet wird, ist das Rohrgewindeschneiden für Heizungsbauer,
Servicemonteure und Anlagenbauer in der Industrie immer noch eine wichtige Arbeitstechnik. Besonders im Altbestand von Gebäuden
und bei Nah- und Fernwärmeanlagen gibt es noch Stahlrohrsysteme, in denen die Bauteile, Armaturen und Fittings mit Gewinde verbunden sind
bzw. werden.
Damit die Gewinde stabil sind, müssen sie auf ein geeignetes Gewindestahlrohr entsprechend der Norm EN 10255-M-H geschnitten werden.
Ob es kegelige Rohrgewinde in BSPT-Standard (Whitworth-
Rohrgewinde) oder NPT, zylindrische Rohrgewinde in BSPP
oder metrische und englische Bolzengewinde sind, wird ein passendendes Gewindeschneidgerät (Ratschenkluppe, Gewindeschneidmaschine) benötigt. Diese gibt es
für den manuellen oder elektrischen Betrieb.
Die alten verstellbaren Kluppen werden heutzutage nicht mehr verwendet. Sie können aber noch für das Gewindescneiden
auf Edelstahlrohren eingesetzt werden, weil die meisten Gerätehersteller von dem Schneiden bei Edelstahl mit ihren Geräten abraten. |
 |
meine alte Schneidkluppe |

|
Ratschen-Gewindeschneidkluppen SUPER CUT Sets von R 1/4 - 2 -
erzeugen Rohrgewinde nach EN 10226 (BSPT R) oder ASME B1.20.1 (NPT) |
 |
Gewindeschneidmaschine, SUPERTRONIC 1250 von R 1/4 bis 2
- erzeugen Rohrgewinde nach EN 10226 (BSPT R) per Hand- oder Handelektrisch. |
 |
Gewindeschneidmaschine SUPERTRONIC 2SE - Automatik-
Schneidkopf-Typ BSPT R mit integrierter Ölversorgung. Gewindeschneiden, Ablängen, Nippelschneiden, Entgraten, Rollnuten |
Quelle: ROTHENBERGER Werkzeuge GmbH |
|
Das Gewindeschneiden ist eine der Grundfertigkeiten der Zentralheizungs- und Lüftungsbauer und
Gas- und Wasseristallateure (heute Anlagenmechaniker/-in für Sanitär-, Heizungs- und Klimatechnik).
Ein fachgerechtes Gewinde zu schneiden, ist keine Doktorarbeit, aber die passenden Werkzeuge, die richtige
Vorbereitung und die notwendigen Arbeitsschritte sind schon wichtig und sollten immer eingehalten werden.
Die Werkzeuge bzw. Arbeitsmittel sind
• Schneidkluppe
• Schraubstock mit Rohrbacken oder ein Rohrschraubstock am Arbeitstisch (oder ein mobiler Montagetisch mit Rohrschraubstock "Pionier")
• Bügelsäge oder Rohrabschneider
• Innen- und Aussen-Entgrater
• Gewindeschneidöl
• Gewindeaufrauzange (bei Bedarf)
• "Zollstock" und Speckkreide
Vor dem Gewindeschneiden muss erst einmal das Rohr auf die gewünschte Länge geschnitten werden,
wenn nicht nur ein Gewinde auf ein Rohr geschnitten werden soll. Wenn später ein Fitting oder eine Verschraubung aufgedichtet werden soll, dann wird die notwendige
Rohrlänge über die z-Maß-Methode (mittlerer Abstand zwischen den
eingebautem Rohrende und der Achse des Fittings oder den Enden von zwei eingebauten Rohren. Die z-Maße sind aus den
Baulängen abzüglich der mittleren Einschraublängen zu berechnen) ermittelt.
• Das Rohr wird waagerecht in einen Schraubstock mit Rohrbacken oder in einen Rohrschraubstock gespannt. In einem
normalen Schraubstock könnte das Rohr gequetscht werden. Die Maßmarkierung sollte möglichst dicht an der Einspannstelle sein, damit das Rohr nicht federt.
• Zum Ablängen wird entweder eine Bügelsäge oder besser ein Rohrabschneider
eingesetzt. Beim Sägen entstehen immer scharfe Grate und Späne. Beim Schneiden mit einem Rohrabschneider wird das Rohrmaterial
leicht eingedrückt. Die Rohrenden müssen bei beiden Techniken mit einem Innen- und Aussen-Entgrater entgratet werden.
Natürlich kann man dazu auch eine Halbrundfeile benutzen.
• Das Anschneiden des Gewindes erleichtert ein leichtes Anfasen an der Aussenkante. Das ist mit einem
guten Außenentgrater möglich.
• Nun wird eine zum Rohr passende Ratschen-Gewindeschneidkluppe mit Rechts- und Linksdrehung (Kluppen mit
verstellbaren Schneidbacken oder mit auswechselbaren Gewindeschneideinsätzen sind Vergangenheit) auf "Rechts" gestellt und über das Rohrende
gestülpt und leicht gegegen das Rohr gedrückt. Wenn die ersten Gewindegänge geschnitten sind, braucht man sie nicht mehr andrücken, sondern
nur noch den Hebel betätigen, der zunehmend schwerer zu bewegen ist. Ab und zu muss während des Schneidens "Schneidöl" an die Schnittstelle
aufgebracht werden. Hier bittet sich die Benutzung einer Spraydose an.
• Nachdem das Gewinde in der richtgen Länge aufgeschnitten worden ist, wird die Ratsche auf "Links" gestellt und der Schneidkopf in
umgekehrter Richtung wieder abgedreht. Danach wir das Gewinde gereinigt.
• Bei sehr glatten Gewinden kann evtl. eine Gewindeaufrauzange eingesetzt werden. Ein besonderes Gewinde ist das Langgewinde. Auf das Ende des einen Rohrs wird dann ein normales kegeliges
Gewinde geschnitten und auf das Ende des anzuschliessenden Rohrs ein zylindrisches Langgewinde. Wenn die Abdichtung mit Hanf ausgeführt wurde,
wird eine Muffe auf die ganze Länge aufgeschraubt. Ebenfalls wird das Gewinde mit der Gegenseite mit Dichtungsmaterial versehen und die beide Rohrenden werden stumpf
aneinander gesetzt. Anschließend wird die Muffe soweit zurück und auf das anschließende Rohr gedreht, dass sie zur Hälfte auf beiden Rohren sitzt. Zur Abdichtung
trägt ein Konterring auf der Langgewindeseite bei. |
|

Schraubstock mit Rohrbacken oder ein Rohrschraubstock am Arbeitstisch (oder ein "Pionier")
Bügelsäge oder Rohrabschneider
Innen- und Aussen-Entgrater
Gewindeschneidöl
Gewindeaufrauzange (bei Bedarf) |
Quelle: Ridgid/Emerson Electric Co. & ROTHENBERGER Werkzeuge GmbH |
|
Gewindeschneiden - ROTHENBERGER Werkzeuge GmbH |
| |
|
 |
Quelle:
SANHA Kaimer GmbH & Co. KG |
|
Herstellen
einer Rohrgewindeverbindung
Wird zum Schneiden des Rohrgewindes
eine verstellbare Schneidkluppe benutzt, so ist
die Gewindegröße auf Sollmaß
einzustellen. Danach ist das Rohrgewinde einzuhanfen.
Hierbei ist der Hanf so sparsam
aufzutragen, dass die Gewindespitzen noch sichtbar
sind. Anschließend ist ein Dichtmittel
auf den Hanf aufzutragen, wodurch der Hanf geschmeidig wird und
kein Wasser aufsaugt. Dann ist der Fitting von Hand so weit wie
möglich (ca. 2/3 der Gesamtgewindelänge) auf das Rohrende
aufzuschrauben. Hierbei sollen sich die Gewindeflanken von Außen-
und Innengewinde berühren. Anschließend ist der Fitting
mit einem geeigneten Werkzeug bis zum Anschlag auf das Rohrgewinde
zu schrauben. Am Ende sind immer noch 2
Gewindegänge sichtbar.
Ein Gewaltbruch des Fittings, verursacht durch
unsachgemäße Montage – also zu tiefes
Einschrauben des konischen Außengewindes –
ist als ein Montagefehler anzusehen und fällt somit nicht
in den Bereich der Gewährleistung. |
|
|
|
Dichtungshanf, auch Werg
genannt, ist auch heutzutage immer noch "das" Abdichtungsmittel
für Rohrgewinde bei der Wasser-
und Gasinstallation in Verbindung mit einer zur Anlage
passender pastösen Dichtungspaste (z. B.
Fermit) eingesetzt.
Der Hanf quillt bei dem Kontakt mit Wasser bzw. Feuchtigkeit
auf. Dadurch sind leichte Bewegungen
in der Dichtungsfuge möglich und ungenaue
Passungen der konischen Fittings
und Rohrgewinde aus Stahl werden ausgeglichen.
Ein Fitting bzw. eine Verschraubung kann nachkorrigiert
(1/4-Umdrehung) werden, ohne dass die Verbindung undicht wird. Hanf
kann in Trinkwasser- (bis 16 bar), Heizungs-
(bis 7 bar) und Gasanlagen (bis 5 bar) mit einem geeigneten
Dichtungsmittel (z. B. Neo
Fermit Universal) bis 130 °C und z. B.
mit Hochdruck-Fermit
auch in Heißwasser-, Hochdruckdampf- und Solaranlagen bis
160 °C und 16 bar eingesetzt werden.
Der Streit, wann das Dichtungsmittel zugeführt
werden muss - vor oder nach dem Einhanfen - wir wohl nie beendet.
Herstellen
einer Gewindeverbindung mit Tempergussfittings - by GF Piping Systems
Gewindarten und Anschlussformen - Kohler GmbH.
|
| |
Langgewinde
Das zylindrische, lange Gewinde des Langnippels wird nicht eingehanft.
Die Muffe wird zur Rohrverbindung auf das normal eingehanfte Rohr
geschraubt. Dann wird eine Hanfsträhne zur Schnur gerollt,
mit Dichtmittel bestrichen, vor und in die Ausfräsung der
Muffe rund um den Rohrnippel gelegt und die Gegenmutter fest angezogen.
Diese Verbindungsart wird wie auch die Doppelnippel nur noch in
alten Anlagen eingesetzt. |
|
Auch
heutzutage werden immer noch Gewindefittings verwendet.
Die Gewinde für Rohre, Armaturen, Fittings und sonstige Rohrleitungsteile
sind international und national genormt. Die Größenangaben
der Fittings (z. B. R 1/2 alt; 1/2" [Zoll])
verhält sich parallel mit den Nennweitenangaben
der Rohre (z. B. DN 15). Im Gegensatz zu den "neumodischen" Fittings in der
Kunststoff- und Verbundrohrinstallation haben die Gewindefittings
keine Querschnittsverengungen und dadurch geringe Widerstände. |
| Bei den Gewindearten
unterscheidet man zwischen |
- Anschlussgewinden:
Diese Rohrgewinde dichten im Gewinde gemäss ISO 7-1 bzw.
prEN 10226-1 (die in der jeweils gültigen nationalen Ausgabe,
DIN 2999, BS 21)
- Befestigungsgewinde:
Diese Gewinde dichten nicht im Gewinde gemäss ISO 228-1
|
Daraus
ergibt sich der Unterschied, dass das Rohrgewinde
nach ISO 7-1 im Gewinde gedichtet
wird, und zwar überwiegend durch metallische Pressung
(kegelig/zylindrisch) der im dichtenden Bereich gänzlich formschlüssigen
Gewindeflächen, wobei durch Dichtmittel (Hanf/Fermit,
Teflonband) die Dichtwirkung verbessert und die Hohlräume luft-
und wasserdicht werden.
Das Rohrgewinde nach DIN ISO 228-1
ist ein rein mechanisches Befestigungsgewinde.
Die Abdichtung, der damit zu verbindenden Teile,
erfolgt über Weichdichtungen (Flach-, Quetschdichtungen)
oder über metallische Passflächen. |
|
Da lösbare Verbindungen
(Verschraubungen, Langewinde) durch Verwindungen und thermischen Beanspruchungen
undicht werden können, dürfen sie nicht verdeckt
bzw. "unter Putz" und nicht für die
Erdverlegung verwendet werden, ggf. sind Revisionsöffnungen
vorzusehen (nach DIN 18380 [VOB Teil C] müssen
alle unter Putz liegenden lösbaren Verbindungen zugänglich
bleiben - Neu - "Lösbare Verbindungen, deren Dichtheit
nicht dauerhaft sichergestellt ist, müssen zugänglich sein").
Sie müssen mit dem jeweilig notwendigen Werkzeug zugänglich
sein. Ob eine Verbindung (z. B. Verschraubung,
Steckverbindung) als "unlösbare" Verbindung
eingestuft ist, muss aus den jeweiligen Herstellerangaben
entnommen werden. Gegebenenfalls ist eine
Revisionsöffnung zu setzen, damit man mit dem geeigneten Werkzeug (teilweise
Spezialwerkzeuge) arbeiten kann.
Ein wenig Fermit auf die Gewindegänge
der Überwurfmutter und auf den Konus
führen dazu, dass man diese Verbindung auch Jahre später problemlos
wieder lösen kann. Alte Verschraubungen lassen
sich durch das Erwärmen mit Heißluft,
oder besser mit einer Flamme, auch ohne Gewaltanwendung
wieder lösen. |